 Skip to content
Skip to content 

Blades are one of the most common, but also one of the most critical tools in the production line of industrial manufacturing. Whether it is automatic slitting, die cutting, punching, or packaging, heat sealing, laminating, slotting and other processing, the role of the blade is fundamental. The “edge” of the blade is the most central part of this foundation.
Many companies in the purchase of industrial cutting tools, only focus on the material and size of the blade, but ignored the edge of the geometric structure of the huge impact on the production results. Different edge type not only determines the cutting method and efficiency, but also affects the service life of the tool, product qualification rate, material utilization and even the safety risk of the production line.
This article will systematically explain 7 things you need to know about industrial blade edge. From the blade’s structural classification, performance differences, manufacturing process, applicable materials, use of strategies and selection methods to help equipment engineers, production managers, purchasing personnel from the edge to build an in-depth understanding of the tool and systematic knowledge.
Types Of Blade Edges And Their Material Cutting Applications
Different edge configurations determine how the tool will enter, how it will contact the material, and how much friction and deformation will occur during cutting. The following are some of the most common types of blade edges used in industry and the types of materials they specialize in.
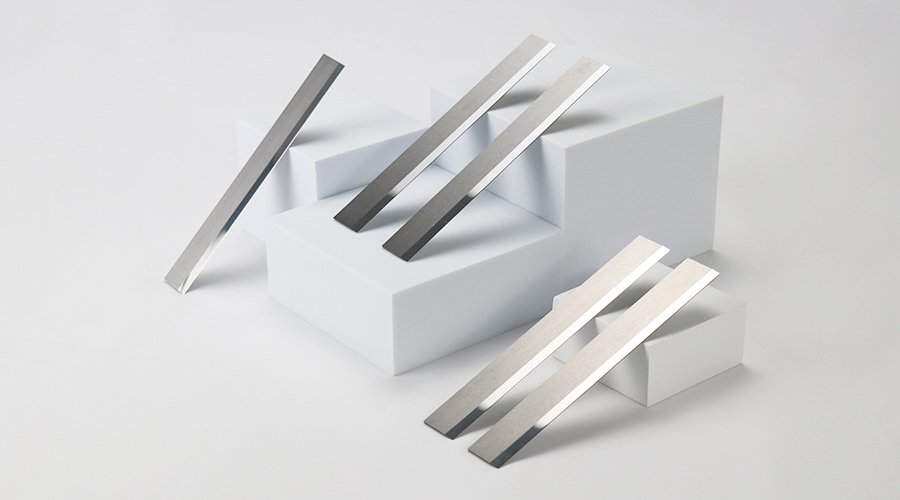
Straight Edge
Straight Edge is the most basic form of edge, its blade is straight, suitable for the requirements of a flat cut, cut line straightness of the process, such as rewinding cutting, gasket slitting, heat sealing film slitting.
Due to its uniform force and controllable cutting trajectory, it is widely used for cutting film, paper, foam and other materials. The geometric requirements for the tool are relatively simple, but the requirements for edge sharpness and angular symmetry are high.
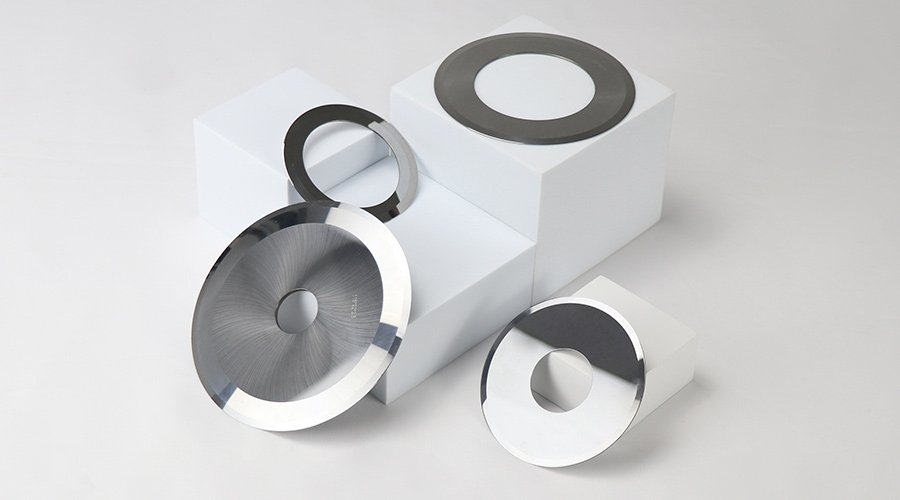
Arc Edge
Arc Edge is softer than straight line, the cutting process has a stronger sense of sliding into the cutting process, which can effectively slow down the pulling force and deformation force generated by the moment of cutting. Commonly used for cutting soft, easy displacement, easy to roll edge materials.
Especially in textile and leather cutting, such as: textile cloth, felt, leather, artificial leather, carpet, PU leather, etc., the curved edge can reduce the indentation and wavy edge, the cut is more natural and neat.
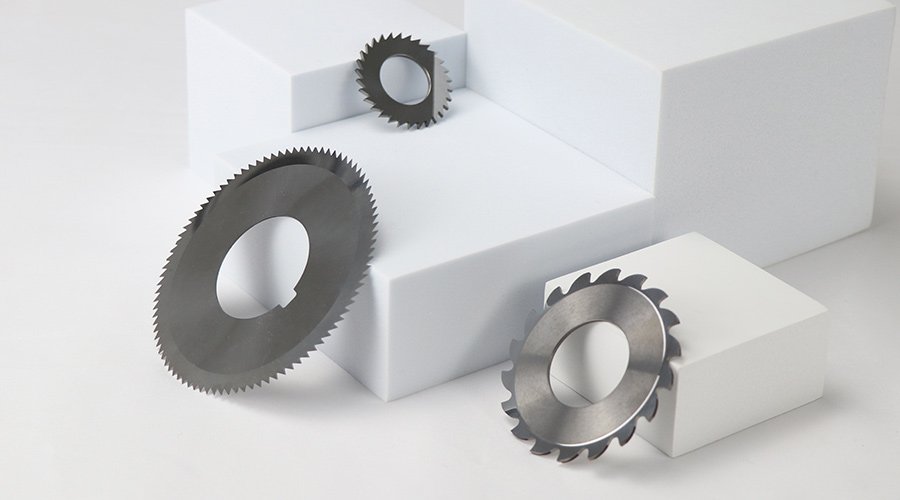
Serrated Edge
Also known as serrated knife or wave edge knife, the edge has a continuous serrated structure, similar to a saw blade. Its advantage is that it can realize “nibbling” action when cutting, effectively preventing the material from slipping and improving the cutting force.
It is very common in cutting high tenacity or smooth materials such as food cutting, rubber cutting, fiberglass fabric slitting, etc. These knives are also commonly used in portable tools for quick cuts. Also commonly used in some frozen food, soft metal and other materials such as cutting.
Blunt Edge
As the name suggests, the angle of the blunt edge is larger, the sharpness is not outstanding, but the impact resistance is strong, good abrasion resistance, suitable for heavy-duty, high-speed, high-tension cutting.
Typical occasions, such as heavy-duty plastics, PVC hardboard, composite aluminum, rigid cardboard, wood fiberboard, etc., the requirements of the knife edge is not easy to collapse, long service life.
Inclined Edge
Inclined Edge can realize push type cutting through angle offset, which can reduce cutting resistance, and is suitable for fast cutting and heat sealing at the same time. It is especially suitable for heat sealing equipment, flexible package sealing and cutting machine, and heat cutting process of shaped film materials, such as: OPP film, PP heat sealing film, lithium battery diaphragm, shrink film, hot melt tape, etc.
The edge of the cut is smoother, not easy to curl or pull, at the same time can be combined with the local heating process, play a knife dual-use (cutting + sealing) role.
Step Edge
The edge consists of the main cutting surface and the auxiliary step surface, which can limit the depth of cut or realize the secondary layered cutting, and is widely used in the layered control cutting of multi-layer material composite structure.
In packaging materials, automobile interior parts, corrugated paper tube materials, etc., the stepped edge prevents cut-through or mis-cutting and ensures that the functional structure of the product is not damaged.
Chamfered Edge
Chamfering can effectively improve the strength and stability of the edge, avoiding the chipping of sharp edges during high-frequency cutting. It is often used for cutting metal and engineering plastics.
Especially when cutting PCB boards, electronic substrates, and FPC materials, it can prevent the material from crumbling due to poor cutting edge.
Combination Edge
Integration of two or more edge structures into the same blade to meet the needs of multi-step processes. For example, the front section is serrated and the end section is straight line, which can realize gripping and cutting, or the middle section is stepped and chamfered at both ends.
Applicable to complex product structure, automated cutting, special customized cutting tools, such as: multi-layer foam, multi-functional packaging materials, composite polymer structure parts, etc.
Difference Between Single-edged And Double-edged Construction
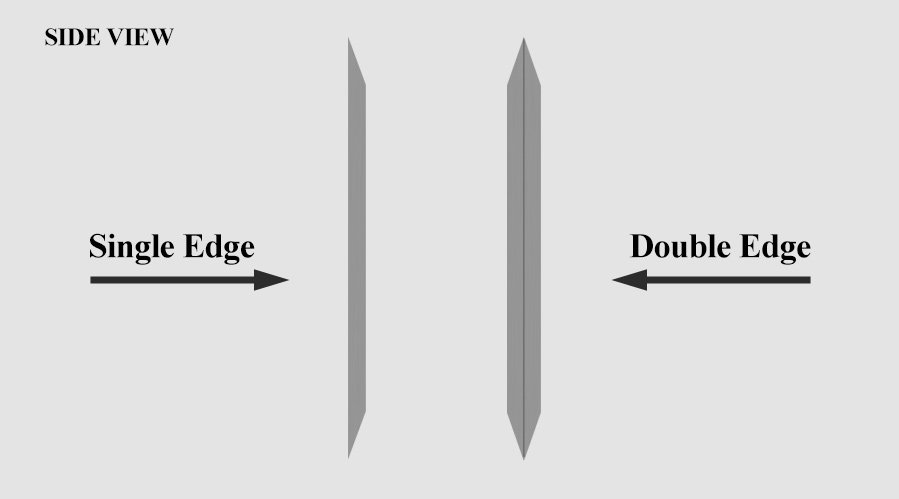
What Are Single-Edged And Double-Edged?
Single-edged blades are one that has a cutting angle on one side only, with a right angle or flat support on the other side. They are commonly used in applications where the direction of cut needs to be controlled and precision cutting is required. They have a simple structure and are easy to install, and are suitable for reciprocating cutting machines.
Double-edged blades are symmetrically edged on both sides and are suitable for high-speed rotary or bi-directional cutting equipment. The double-edged structure emphasizes symmetry and continuity, suitable for automated continuous slitting, high-tension materials or large-scale equipment.
Advantages And Application Scenarios
The advantages of single-edge are sharpness, strong directionality, high precision, easy to control the depth of cut, commonly used in medical film cutting, foam die cutting, heat sealing film slitting.
The advantages of double-edged are wear-resistant, reversible, extended life, adaptable to high-speed equipment, commonly used in copper foil slitting, paper rewinding, industrial cloth cutting.
Production Methods For Different Edges
There are significant differences in the requirements for manufacturing equipment, process parameters and technical capabilities for different edge types:
Straight edges and curved edges can be processed by high-precision surface grinders, and the key lies in angle consistency and sharpness control.
Serrated edges require the use of molding wheel, engraving and milling or electric discharge machining to realize their serrated structure.
Stepped edges and chamfered edges usually require secondary grinding, CNC composite machining equipment support.
Compound edges require multiple processes, possibly even customized fixtures and process routes.
For manufacturers, high-quality edge machining depends not only on the equipment, but also on a high degree of synergy between grinding wheel selection, cooling systems, feed control, fixturing and surface treatment processes.
Edge Angle And Cutting Performance
Edge angle is the geometric angle of the cutting edge front angle, which usually varies from 15° to 65°. Its variation directly affects cutting resistance, material deformation, tool durability and other key parameters.
15°~25° small angle cutting edge: super sharp, clean cut, but low strength, suitable for light load, precision cutting.
30°~45° medium-angle edge: sharpness and strength are balanced, suitable for most general-purpose materials.
50 ° ~ 65 ° large angle edge: impact resistance, long life, suitable for heavy-duty, high-speed cutting.
When selecting equipment, it is also necessary to combine power, cutting speed, feed tension, etc., to avoid problems such as chipping, overheating or immovable cutting due to angle mismatch.
Material Compatibility With Blade Edges
The material of a tool limits the angle at which it can be sharpened, the type of edge structure it can form and its working life. For example:
Carbon steel tools are suitable for machining into small angle single edge structure, but the wear resistance is poor.
High-speed steel can grind complex edge structures, adaptability.
Carbide tools are suitable for high-strength double-edged, serrated edge and other wear-resistant scenarios.
Ceramic tools are ultra-sharp but fragile, suitable for single-edged curved micro-cutting.
Different materials not only determine how a blade is manufactured, but also limit the industries in which it can ultimately be used.
Edge Wear And Replacement Strategies In Use
There are three main types of blade wear in production:
Blunt cutting edges: Rounded cutting edges and blurred cuts that require polishing or replacement.
Edge curling/chipping: micro-chipping due to material rebound or cutting too hard.
Edge angle deformation: high temperatures, vibration, etc. lead to changes in the cutting angle, affecting the cutting direction.
The following maintenance strategies are recommended:
High-speed equipment adopts a system of timed edge replacement.
Important product process lines are equipped with tool life management systems.
Adoption of resharpenable design for large tools to extend service life and reduce replacement costs.
How To Choose The Edge Structure Based On Process Requirements
There are five key dimensions to consider when selecting an edge:
Material properties: a single edge with a small corner for soft materials and a double edge with a medium corner for hard materials.
Cutting Frequency: High frequency use is more suitable for double-edged structure.
Cutting form: arc edge for sliding cuts, serrated edge for embedded cuts.
Product form: multi-layer structure can choose the stepped edge or composite edge.
Budget and maintenance: double-edged longer life, single-edged higher precision.
The key to selection is not the most expensive, but the most suitable, especially to consider the blade and equipment, materials, three synergistic match.
Although the blade is small, the edge is not easy, but it is the most direct medium between the connecting machine and the material. In the world of precision manufacturing, a reasonable design, material matching, scientific structure of the edge, often determines the quality of the product, the stability of production and the profitability of the enterprise boundary.
The choice of edge structure is never an isolated technical decision, but an embodiment of systems engineering thinking. I hope this article can bring you a deeper understanding and reference value in industrial production, equipment operation and maintenance, or product development.
If you would like to discuss further about blade design, or to customize a blade solution to fit your process, please feel free to contact our technical team.

