Skip to content
Skip to content 
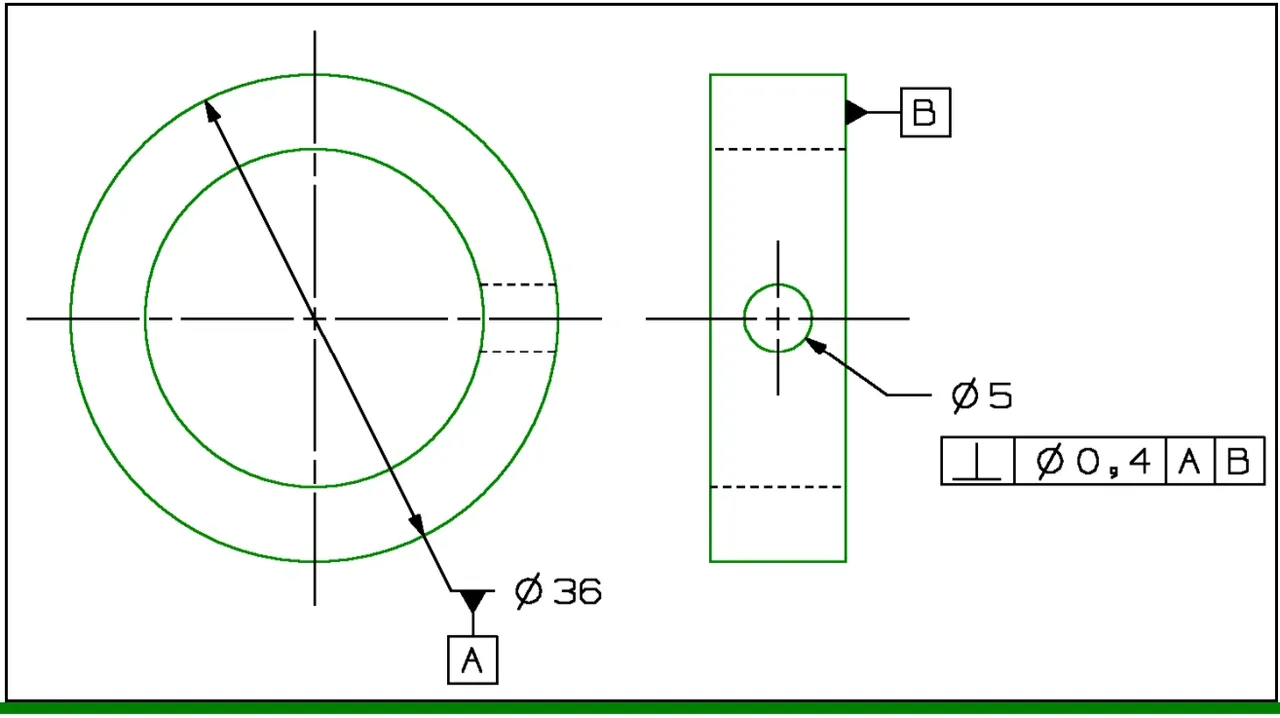
In the design and application of industrial blades (such as slitting circular knives, shear blades, and spacer systems), the concept of “tolerance zone” is not just a basic mechanical principle—it is a key factor that determines the upper limit of equipment performance. Especially in modern high-speed slitting systems, the fit between the blade bore and the shaft directly affects concentricity, vibration levels, and the final cutting quality. Improper tolerance control may lead to burrs, uneven edges, abnormal wear, or even equipment failure. Therefore, a solid understanding and proper application of tolerance zones is essential in the industrial blade industry.
The Core Logic Of Tolerance Zones (From Theory To Practice)
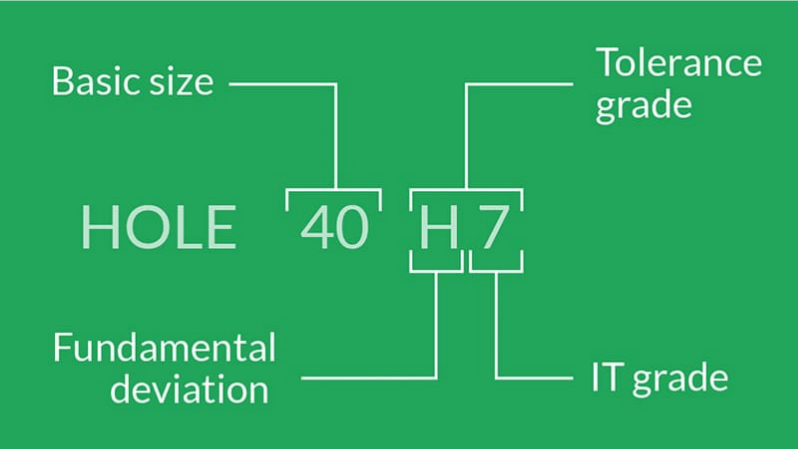
A tolerance zone is essentially an “allowable variation range” defined between the maximum and minimum limit sizes. It consists of two key elements:
- Tolerance Grade (IT level): Determines the size (width) of the tolerance zone, such as IT6, IT7. The smaller the number, the tighter the tolerance and the higher the manufacturing difficulty.
- Fundamental Deviation: Indicated by letters (H, h, g, etc.), it defines the position of the tolerance zone relative to the nominal size.
From an engineering perspective:
The tolerance grade defines how much variation is allowed, while the deviation defines which direction the variation shifts.
In industrial blades, this combination directly determines whether the fit between blade and shaft is clearance, transition, or interference, which in turn affects assembly and operational stability.
Meaning Of H7 (The Most Common Industry Standard)
H7 is one of the most widely used hole tolerances in manufacturing, and in the industrial blade industry, it is often considered the default choice.
Its meaning is:
- H (Fundamental Deviation): Lower deviation = 0, meaning the hole will never be smaller than the nominal size
- 7 (Tolerance Grade): IT7 level, representing medium precision with a good balance between cost and performance
In summary:
H7 means the hole will not be smaller than the nominal size, but may be slightly larger within a controlled range.
This aligns perfectly with industrial needs—ensuring easy assembly without excessive looseness.
H7 Tolerance Range (Understanding Size Dependency)
A critical point to understand is:
H7 is not a fixed value—it varies with the nominal size.
In other words, the allowable tolerance increases as the diameter increases.
Common Industrial Blade Bore Sizes (unit: mm)
| Nominal Size | H7 Tolerance Range |
|---|---|
| 40 mm | 40.000 ~ 40.025 |
| 60 mm | 60.000 ~ 60.030 |
| 80 mm | 80.000 ~ 80.035 |
Key observations:
- Larger diameters allow larger tolerance values
- The tolerance remains within a controlled and practical range
This adaptive characteristic allows H7 to maintain consistent assembly performance across different blade sizes.
Fit Relationship Between H7 And h6
In real applications, H7 must be considered together with shaft tolerances such as h6.
Typical Combination: H7 / h6
| Item | H7 (Hole) | h6 (Shaft) |
|---|---|---|
| Deviation Direction | Lower = 0 (only positive) | Upper = 0 (only negative) |
| Size Trend | Hole slightly larger | Shaft slightly smaller |
| Fit Type | Clearance fit | — |
Result:
A stable and controlled clearance fit is always achieved.
In practical terms:
- The hole will never be too small, preventing assembly issues
- The shaft will never be too large, preventing interference
- Together, they ensure smooth assembly and stable operation
This is why H7/h6 is the most commonly used fit in the industrial blade industry.
Practical Advantages Of H7 In Industrial Blades
H7 is not the highest precision option, but it offers one of the best overall balances between performance, manufacturability, and cost.
Assembly Efficiency
In many slitting systems, blades are frequently replaced. If the tolerance is too tight (such as H6):
- Installation becomes difficult
- Removal becomes time-consuming
- Additional tools may be required
With H7:
- Blades can usually be assembled and removed manually
- Maintenance efficiency improves significantly
- Downtime can be reduced
Operational Stability
Although H7 creates a clearance fit, the clearance is controlled:
- Good concentricity can still be maintained
- Radial runout is minimized
- Most medium- and high-speed slitting applications can operate stably
This makes H7 suitable for a wide range of industrial cutting applications.
Cost And Manufacturability
Compared to H6:
- H7 is easier to machine
- Standard finishing processes are usually sufficient
- Scrap and rejection rates are lower
- Mass production becomes more economical
For industrial blade manufacturers, H7 provides an excellent balance between quality and production efficiency.
Typical Application Scenarios
H7 is commonly used in:
- Corrugated paper slitting blades
- Plastic film slitting systems (BOPP, PET, etc.)
- Packaging industry slitting equipment
- General sheet metal cutting systems
These applications share one common characteristic:
They prioritize reliability, efficiency, and easy maintenance over ultra-high precision.
As a result, H7 has become the industry-standard solution in many conventional industrial blade systems.

Comparison Between H7 And H6
| Item | H7 | H6 |
|---|---|---|
| Precision | Medium | High |
| Tolerance Range | Wider | Narrower |
| Assembly Difficulty | Lower | Higher |
| Manufacturing Cost | Lower | Higher |
| Typical Applications | General industry | High-precision industries |
In practice:
- Standard industrial equipment usually adopts H7
- High-end applications such as lithium battery slitting or optical film cutting may require H6
Conclusion
Using H7 as an example, it becomes clear that tolerance zones play a critical role in industrial blade systems.
By ensuring:
- The hole is never smaller than the nominal size
- The clearance remains controlled
- The shaft and hole fit consistently
H7 achieves reliable assembly and stable machine performance.
From a broader engineering perspective:
- H defines the hole baseline
- h controls shaft dimensions
- IT grades determine allowable variation
Together, they create a complete and reliable fit system for industrial blades.
Practical Communication Suggestion
When customers do not specify tolerances, a professional recommendation can be:
“For standard industrial applications, we recommend using H7 for the blade bore to balance assembly efficiency and operational stability. For higher precision requirements, H6 can also be considered.”
This explanation is both technically professional and easy for customers to understand, making communication more effective during quotation and project discussions.